HERRAMIENTAS CUMBRES SA DE CV
Borcas Escalonadas




CUMBRESCUT® · HERRAMIENTAS PARA LÁMINA Y PARED DELGADA
Brocas
Escalonadas
HSS
Una sola broca. Múltiples diámetros. Sin cambiar de herramienta. Diseñada para perforar lámina metálica, plásticos y materiales de pared delgada con acabado limpio y sin rebabas — desde cualquier taladro eléctrico convencional o taladro magnético con chuck broquero.
4 – 60 mm
rango de diámetros
en un solo cuerpo
Sin pre-taladrado
punta auto-centrante
integrada
HSS
HRC 65-67 alta dureza en caliente
Compatible con:
Taladro eléctrico de mano
Taladro magnético + chuck broquero
Taladro de banco
EL PROBLEMA QUE RESUELVE
Por qué la broca escalonada reemplaza a un set completo de brocas
Cuando se trabaja en lámina, tableros eléctricos o materiales de pared delgada, el método convencional de una broca por diámetro genera retrasos, vibración y agujeros con rebabas. La broca escalonada concentra múltiples diámetros calibrados en un solo cuerpo cónico — cada escalón es un diámetro preciso con filo independiente.
Cambio de broca por cada diámetro — pérdida de tiempo y alineación
La lámina vibra y se deforma al inicio del corte sin punto de apoyo
Requiere granete o pre-taladrado para centrar en materiales delgados
Agujeros con rebabas que requieren desbarbado posterior
La lámina puede girar con la broca al atravesar — riesgo real
CUMBRESCUT® BROCA ESCALONADA (STEP DRILL)
Un solo cuerpo, múltiples diámetros precisos
MÉTODO CONVENCIONAL
Un set de brocas espirales para lámina
Sin cambio de herramienta — avanza escalón a escalón hasta el diámetro deseado
Punta cónica auto-centrante que inicia el agujero sin deslizamiento
Sin pre-taladrado necesario — entra directo al diámetro final
Agujero perfectamente redondo y sin rebabas desde el primer corte
Los escalones también permiten agrandar agujeros existentes sin centrado
X
X
X
X
X
✓
✓
✓
✓
✓
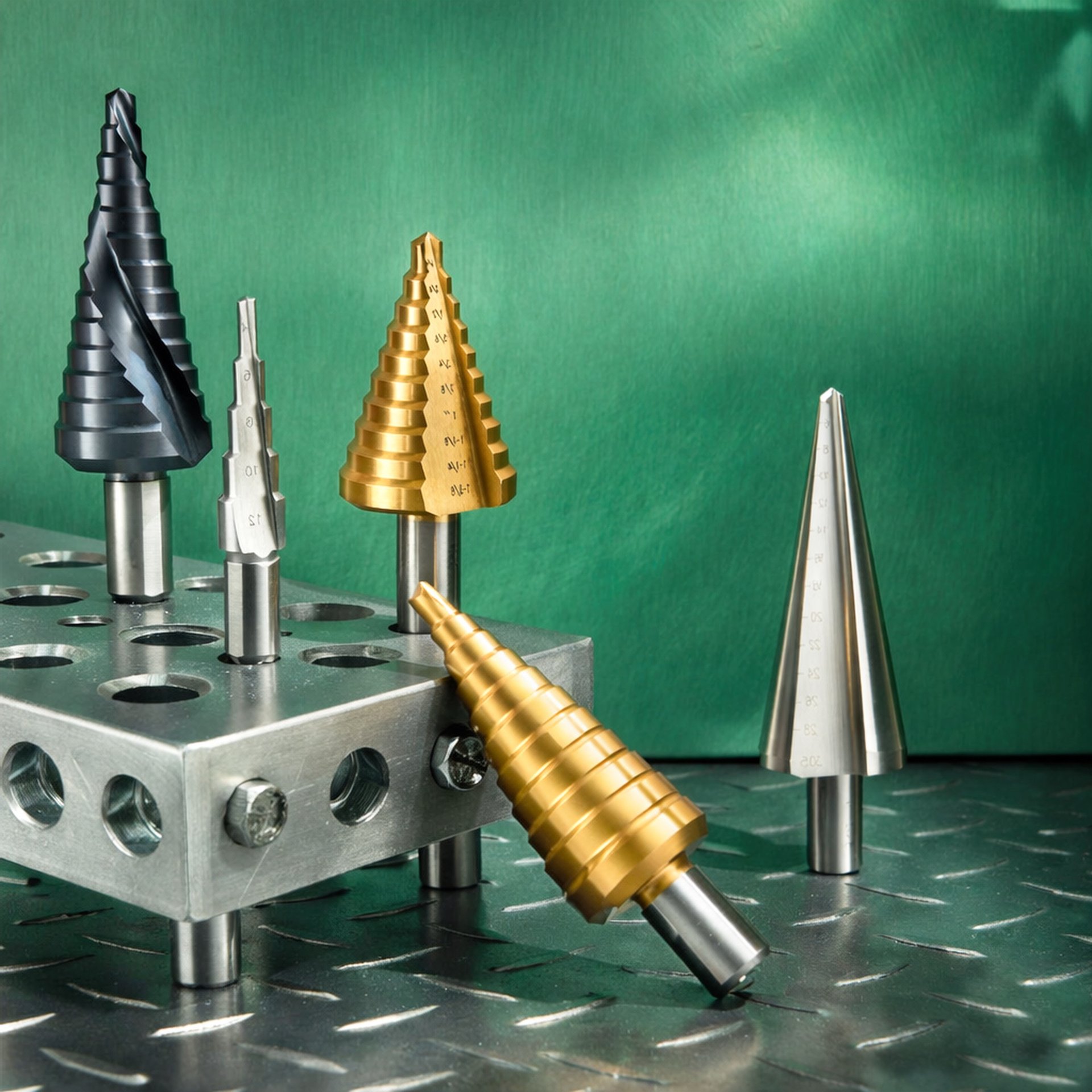
LÍNEA DE PRODUCTO CUMBRESCUT®
Cuatro series según el tipo de ranura y vástago
La elección entre ranura recta y espiral, y entre vástago triangular y hexagonal, determina la estabilidad del corte, la evacuación de viruta y la compatibilidad con el equipo. Cada serie tiene su escenario ideal.
Ranura Recta · Vástago Triangular
Serie estándar — uso general
HSS · Tratamiento térmico HRC 65–67
Ranura Espiral · Vástago Triangular
Serie espiral — mejor evacuación
HSS · CNC grinding · Recomendada para materiales blandos
Acero rápido superhardened con ranura recta en arco grande — equilibrio entre resistencia y agudeza del filo
Vástago triangular para mayor sujeción en el chuck — evita el deslizamiento rotacional bajo carga
Recomendada para acero dulce, lámina, tubo y materiales de construcción ligera
Disponible con recubrimiento TiN o TiAlN para mayor durabilidad
La ranura espiral arrastra la viruta hacia fuera durante el corte — menos calor acumulado en el filo
Mejor rendimiento en aluminio, cobre, plásticos y materiales no ferrosos donde la viruta larga puede atascarse
El ángulo helicoidal genera un corte más suave y menor vibración en materiales blandos
Disponible con recubrimiento dorado TiN para aplicaciones de mayor exigencia
Ø 4 – 60 mm
Escalones cada 1 mm o por saltos
Métrica y pulgadas
Ø 4 – 38 mm
L escalón 4 - 5 mm
Vástago 10 – 13 mm
Ranura Recta o Espiral · Vástago Hexagonal
Serie hex — taladros inalámbricos
HSS · Vástago 6.35 mm (1/4") hex universal
Broca Cónica Continua (Conical Drill)
Serie cónica — ampliación progresiva
HSS · Ángulo cónico continuo · Sin escalones definidos
Vástago hexagonal 6.35 mm compatible con cualquier portapuntas rápido — el cambio de herramienta toma segundos
Ideal para destornilladores inalámbricos y taladros con adaptador hex — la opción más práctica para trabajo en campo
Rangos de diámetro más pequeños (Ø 4–22 mm) enfocados en instalaciones eléctricas y trabajo en tableros
Ø 4 – 22 mm
Vástago 6.35 mm hex
Portapuntas rápido
Sin escalones marcados — el cuerpo cónico permite cualquier diámetro intermedio sin limitarse a tamaños fijos
Ideal para agrandar agujeros existentes de forma progresiva o para biselado interior de orificios
Espesor de corte recomendado ≤ 5 mm — en materiales más gruesos el agujero queda cónico, no cilíndrico
Seleccionar el modelo según el diámetro mínimo y máximo necesario
Ø 3 – 40 mm
Espesor ≤ 5 mm
Ranura recta o espiral
DECISIÓN TÉCNICA CLAVE
Ranura recta vs ranura espiral — cuándo importa la diferencia
Ranura recta
ESTÁNDAR — LA MÁS COMÚN
La viruta sale por los canales rectos paralelos al eje. Es más rígida estructuralmente — el cuerpo es más robusto bajo carga. Recomendada para acero dulce, acero estructural y materiales que generan viruta corta y quebradiza. Mayor durabilidad en condiciones de trabajo intensivo.
Ranura espiral
MEJOR SALIDA DE VIRUTA
La hélice arrastra activamente la viruta hacia arriba durante la rotación. Especialmente útil en aluminio, cobre, plásticos y materiales que producen viruta larga y continua que se puede enrollar en el cuerpo. Corte más suave con menor vibración — la elección correcta para materiales blandos y no ferrosos.
REGLA PRÁCTICA DE SELECCIÓN
Para acero, lámina galvanizada, inoxidable y materiales duros: ranura recta. Para aluminio, cobre, plásticos y materiales donde la viruta se enrolla o atasca: ranura espiral. En caso de duda para trabajo general mixto, la ranura recta es la opción más versátil y robusta.
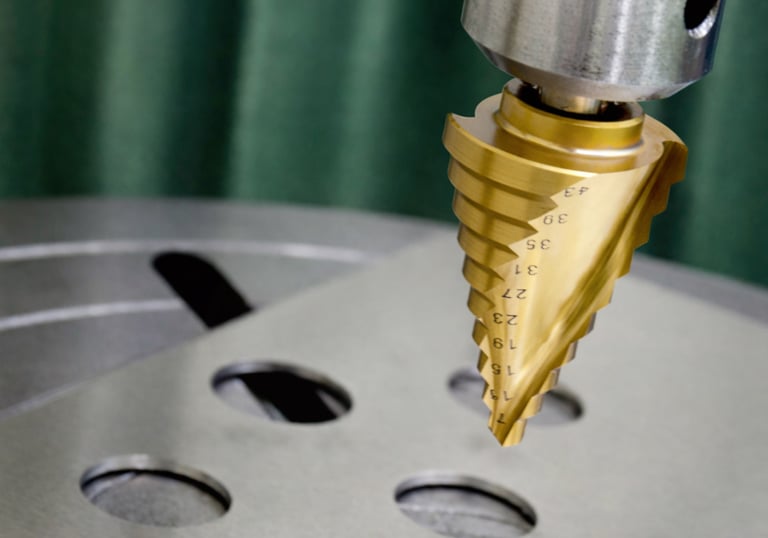
PARÁMETROS DE CORTE
Velocidades recomendadas por diámetro y material
La broca escalonada siempre opera al diámetro activo — el escalón que está cortando en ese momento. Las RPM deben ajustarse al diámetro del escalón en uso, no al diámetro total de la broca. Seleccione la velocidad según el material y el escalón activo.
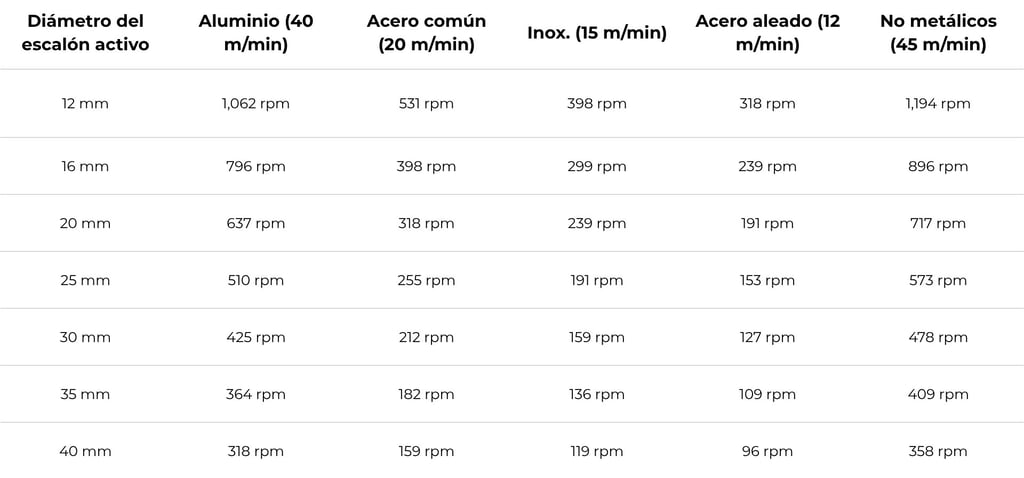
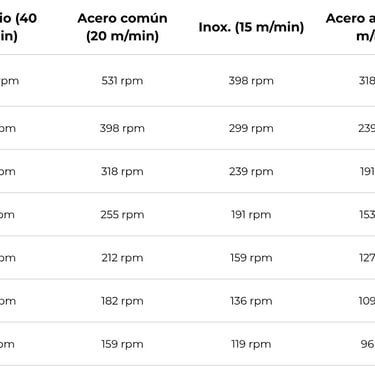
VELOCIDAD EN ACERO INOXIDABLE
El inoxidable es el material más crítico para la broca escalonada. Opera siempre en el límite inferior del rango de RPM, aplica aceite de corte desde el primer contacto y mantén una presión de avance constante — detenerse y continuar en inoxidable endurece la superficie por trabajo en frío y puede inutilizar el escalón activo en pocos segundos.
RECUBRIMIENTOS DISPONIBLES
Tres opciones según la intensidad del trabajo
Sin recubrimiento
BASE HSS
Acero HSS pulido. Opción estándar para trabajo general en acero dulce, aluminio y plásticos. Reafilable directamente con muela de óxido de aluminio cuando pierde el filo.
Recubrimiento TiN
TITANIO NITRURO · DORADO
Reduce la fricción entre el filo y el material. Aumenta la dureza superficial y la resistencia a la temperatura — el filo aguanta más tiempo sin degradarse. Visualmente identificable por el color dorado característico. Extiende la vida útil hasta 3× vs el HSS sin recubrimiento.
Recubrimiento TiAlN
TITANIO ALUMINIO NITRURO · NEGRO
El recubrimiento de mayor rendimiento de la línea. Excelente resistencia al calor a altas temperaturas de corte. Recomendado para inoxidable, acero de alta resistencia y acero aleado donde el TiN no es suficiente. Color negro oscuro característico.
MATERIALES COMPATIBLES
Rango de aplicación y condiciones de uso
Acero y lámina
Uso ideal · Hasta 1,400 N resistencia
Tubo y perfil
Uso ideal · Pared delgada
Cobre y latón
Uso ideal · Ranura espiral recomendada
Plásticos y acrílicos
Uso ideal · RPM moderada para no fundir
Acero inoxidable
Aplicable · RPM baja + lubricante obligatorio
Aluminio
Aplicable · Ranura espiral + alta RPM
Fundición
Aplicable con limitaciones · RPM baja
Madera
Aplicable · No es uso principal
Recomendado
Aplicable con condiciones
MODO DE USO
Protocolo de operación para máximo rendimiento
_________________________________________________
Sujete firmemente la pieza antes de iniciar
La lámina delgada es especialmente propensa a girar con la broca al atravesar el material. Use una prensa o mordaza siempre que sea posible. En piezas grandes que no se pueden sujetar, posicione el cuerpo sobre la pieza para crear fricción antes de iniciar.
01
No necesita granete — la punta auto-centra sola
La punta cónica de la broca escalonada crea su propio punto de inicio sin deslizarse. Coloque la punta sobre la posición marcada, aplique presión suave y permita que la punta encaje antes de aumentar la velocidad. En superficies muy lisas o pintadas, una pequeña marca de granete ayuda a posicionar.
_________________________________________________
02
Inicie a baja velocidad — aumente tras el primer escalón
Los primeros milímetros de penetración son la fase más crítica. Inicie siempre a velocidad reducida para establecer el agujero. Una vez que el primer escalón haya entrado completamente, puede aumentar a la velocidad normal de trabajo para el diámetro activo.
_________________________________________________
03
Avance hasta que el escalón deseado atraviese completamente
Cada escalón produce un diámetro específico y preciso. Retire la broca inmediatamente cuando el escalón objetivo haya atravesado el material — continuar más allá desgasta innecesariamente el siguiente escalón y puede agrandar el agujero. El diámetro está marcado en el cuerpo de la broca.
04
_________________________________________________
En metales: aplique aceite de corte desde el inicio
El aceite de corte soluble o lubricante de perforación reduce la temperatura en los filos y extiende significativamente la vida útil. En plásticos, no use lubricante — puede causar reblandecimiento y pegar la viruta al filo. En madera, tampoco es necesario.
05
APLICACIONES PRINCIPALES
Los sectores donde la broca escalonada es herramienta diaria
Tableros y gabinetes eléctricos
Agujeros para pasacables, prensaestopas y conectores en lámina de acero y aluminio. La broca escalonada produce el agujero calibrado sin desbarbado posterior — el uso más común a nivel mundial.
Instalaciones eléctricas y HVAC
Perforaciones de paso en cajas de registro, ductos de ventilación y tableros de distribución donde se requieren múltiples diámetros estándar en una misma jornada de trabajo.
Fabricación de estructuras metálicas ligeras
Perforaciones en perfil tubular, lámina estructural y acero delgado en taller metalmecánico, donde la versatilidad de diámetros en una sola herramienta aumenta la productividad.
Mantenimiento industrial general
El técnico de mantenimiento que trabaja con múltiples materiales y diámetros por jornada encuentra en la broca escalonada la herramienta más práctica de su kit — reduce el peso de la bolsa y el tiempo de búsqueda.
Plomería y fontanería
Pasatubos en chapa y conexiones en lámina de cobre y latón. La broca espiral es especialmente útil en estos materiales por la forma en que evacúa la viruta continua del cobre.
Carrocería automotriz
Agujeros para pasamuros, accesorios y modificaciones en chapa vehicular donde el acceso con herramientas grandes no es posible y la precisión dimensional del agujero es importante.
PROTEJA SU INVERSIÓN
Errores frecuentes que dañan la broca escalonada
Usar en material demasiado grueso
La broca escalonada está diseñada para pared delgada. En materiales más gruesos que la altura del escalón, el agujero resulta cónico, no cilíndrico. Para materiales gruesos, use cortador anular.
Exceder las RPM en acero inoxidable
El inoxidable endurece por trabajo en frío bajo calor. A alta velocidad el filo se vitrifca y pierde dureza de forma irreversible en segundos. RPM baja + lubricante es la única combinación correcta.
No sujetar la pieza durante el corte
La lámina delgada sin sujeción gira con la broca al atravesar. Es uno de los accidentes más comunes con esta herramienta y puede causar cortes graves en manos. Siempre use prensa o mordaza.
Avanzar más allá del escalón deseado
Una vez que el escalón objetivo atravesó el material, debe retirarse inmediatamente. Continuar desgasta el siguiente escalón sin ningún beneficio en el agujero ya realizado.
No aplicar lubricante en metales duros
En acero inoxidable y acero de alta resistencia, el aceite de corte no es accesorio opcional — es parte del proceso. Sin él, los filos pierden dureza en los primeros agujeros de forma permanente.
Usar en modo martillo o percusión
La percusión fractura los escalones de la broca instantáneamente. Esta herramienta opera exclusivamente en modo rotación — verificar siempre antes de montar en rotomartillo.
X
X
X
X
X
X
SEGURIDAD
Equipo de protección y consideraciones operativas
La broca escalonada genera fragmentos metálicos finos y viruta de alta velocidad durante todo el proceso. La lámina delgada al ser atravesada puede crear bordes muy filosos que pueden causar cortes si se manipula sin guantes inmediatamente después.
Lentes de impacto alto
Guantes de seguridad
Sujetar pieza con prensa — nunca con la mano
Verificar modo rotación — sin percusión
No manipular lámina perforada sin guantes
HERRAMIENTAS CUMBRES
CumbresCut® Alta ingeniería en herramientas de corte.
ContactO
SOLICITAR INFORMACIÓN
ventas@herramientascumbres.com
818.473.4476
© 2016- 2026 HERRAMIENTAS CUMBRES SA DE CV. Todos los derechos reservados.
SIGUENOS