HERRAMIENTAS CUMBRES SA DE CV

Cortadores anulares RAIL con insertos de carburo de tungsteno y demás






CUMBRESCUT® · HERRAMIENTAS PARA INFRAESTRUCTURA FERROVIARIA
Cortadores Anulares
para Riel de
Ferrocarril
Diseñados exclusivamente para la perforación de rieles de acero de alta resistencia. Geometría especializada, tolerancias ferroviarias y rendimiento verificado en condiciones de obra real en vía.
U74
U71 Mn
PD2
Compatible con los principales grados de riel utilizados en ferrovías de alta velocidad y carga pesada.
EL MATERIAL MÁS EXIGENTE DE LA INFRAESTRUCTURA FERROVIARIA
Por qué el riel requiere una herramienta especializada
Un cortador anular estándar para estructuras metálicas no está diseñado para el riel de ferrocarril. Los rieles modernos de alta velocidad y carga pesada están fabricados con aceros de alta resistencia — la dureza del material es notablemente mayor que el acero estructural convencional, y la geometría del riel genera fuerzas de corte asimétricas que exigen una herramienta diseñada específicamente para esa condición.
Acero estructural A36
Material de referencia general
Resistencia a la tracción ~400 MPa. El rango de trabajo para el que está optimizado un cortador anular estándar.
Riel U75V (PD3)
Alta velocidad y carga pesada
Resistencia a la tracción mínima de 980 MPa — más del doble que el acero estructural. Además, la cabeza del riel puede presentar desgaste superficial y óxido que agravan las condiciones de corte.
~400 MPa
>980 MPa
El problema del riel corroído y marcado
Los rieles en servicio presentan óxido superficial, marcas del fabricante en relieve y desgaste irregular. Los cortadores de riel están fabricados para taladrar materiales muy duros y corroídos — esta es la característica diferenciadora que los distingue de los cortadores anulares de uso general.
!
LÍNEA DE PRODUCTO CUMBRESCUT®
Cuatro series para cada condición de obra ferroviaria
Cada serie está diseñada para un perfil específico de trabajo: tipo de riel, dureza del material, intensidad de producción y condiciones de refrigeración disponibles en campo.
HSS
Cortador HSS para riel — Serie estándar y G
ACERO DE ALTA VELOCIDAD · HSS-E · ALTA DUREZA EN CALIENTE
CARBURO DE TUNGSTENO
Cortador Carburo de Tungsteno para riel — Serie estándar y S
CARBURO DE TUNGSTENO DE GRANO FINO IMPORTADO · ULTRA-DURO
Acero HSS superhardened con tratamiento térmico especial para máxima dureza en caliente
Geometría de diente patentada — disipación rápida del calor, evacuación estable de viruta
Compatible con refrigerante soluble y neblina de aceite
Reafilable — extiende la vida útil de la herramienta
Insertos de carburo de grano ultrafino — excelente resistencia a la flexión e impacto
Geometría especializada para riel: fuerza de corte reducida sin sacrificar agudeza
La Serie S maneja rieles de alta dureza donde el HSS no llega
Proceso de brazado a baja temperatura y alta resistencia — mayor adherencia del inserto
Ø 18 – 36 mm
L 25 mm
Vc 18–22 m/min
Ø 18 – 36 mm
L 25 mm
Vc 35–40 m/min
SÓLIDO
Cortador sólido HSS para riel
HSS-E / HSS-PM · CUERPO MACIZO SIN INSERTOS
Cuerpo HSS macizo — sin insertos brazados que puedan desprenderse
Geometría de doble filo patentada — máxima resistencia a la abrasión e impacto
Reafilable múltiples veces — el más económico a largo plazo en su categoría
Disponible en HSS-E (estándar) y HSS-PM (polvo de acero — mayor rendimiento)
Ø 6 – 27.5 mm
L 25 mm
Vc 8 m/min
INDEXABLE
Cortador con insertos indexables
CUERPO REUTILIZABLE · PLAQUITAS INTERCAMBIABLES
Estructura de sujeción mecánica — el cuerpo se reutiliza, solo se reemplazan las plaquitas
4 filos de corte por plaquita — el costo por agujero más bajo de toda la línea
Refrigeración interna por centro — excelente control de temperatura en producción continua
Diseñado para equipos de alta rigidez y líneas de producción ferroviaria
Ø 17 – 36 mm
L 25 mm
Producción en serie
GUÍA DE SELECCIÓN
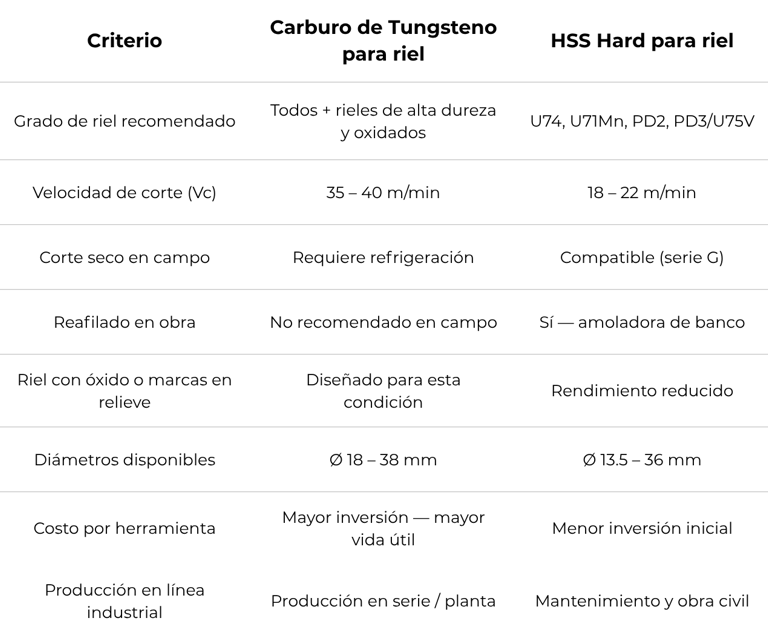
Carburo de Tungsteno o HSS para riel — cuándo elegir cada uno
La elección entre INSERTOS DE CARBURO DE TUNGSTENO y HSS para riel no es solo de precio — es una decisión técnica que depende del grado del riel, el volumen de trabajo y las condiciones de refrigeración disponibles en campo.
PARÁMETROS DE CORTE
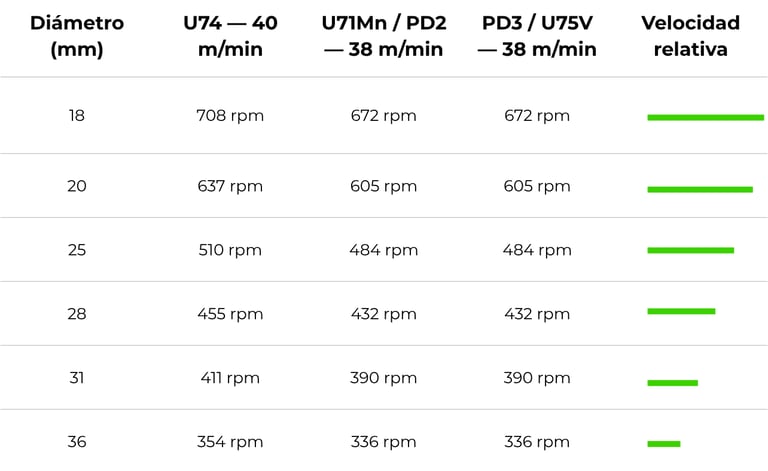
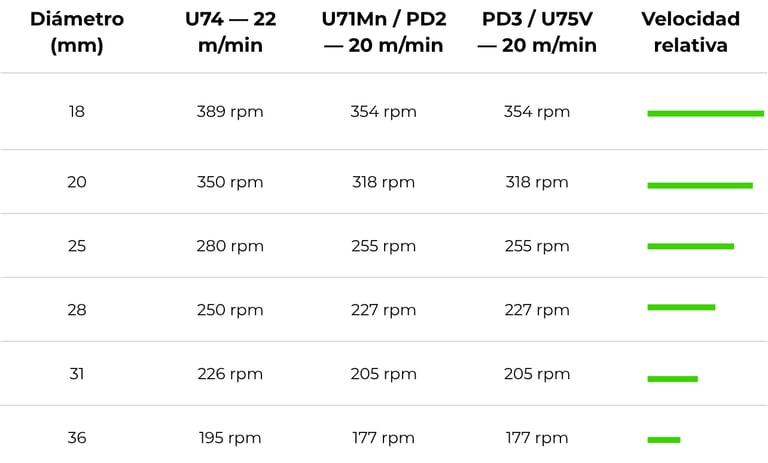
Velocidades de rotación por diámetro y grado de riel
Las RPM correctas son el factor más importante para la vida útil de la herramienta. El acero de riel U75V requiere velocidades menores que el U74 — ignorar esta diferencia acorta drásticamente el rendimiento del cortador.
Velocidades recomendadas — Cortador con Insertos de Carburo de Tungsteno de alta dureza
Carburo de Tungsteno
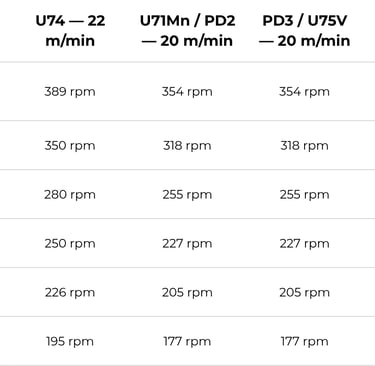
HSS Hard
Velocidades recomendadas — Cortador HSS Hard
AVANCE RECOMENDADO POR GRADO DE RIEL
El avance óptimo para HSS en rieles U74 es 0.15–0.20 mm/revolución; en PD3/U75V se recomienda reducir a 0.12–0.18 mm/rev. Para CARBURO DE TUNGSTENO, el avance uniforme de 0.08–0.12 mm/rev en todos los grados garantiza la mayor vida útil de los insertos. Un avance excesivo en riel duro es la primera causa de fractura de dientes de carburo de tungsteno .
REFRIGERACIÓN EN OBRA DE VÍA
Métodos de enfriamiento según condición de trabajo
La perforación de riel genera calor intenso — el riel de alta resistencia es significativamente más difícil de cortar que el acero estructural. El método de refrigeración correcto puede duplicar la vida útil de la herramienta.
RECOMENDADO — PRODUCCIÓN
Refrigerante soluble por centro
ALTERNATIVO — EQUIPOS PORTÁTILES
Neblina de aceite
Aceite soluble en agua al 5% aplicado internamente a través del sistema de refrigeración del equipo. El caudal recomendado es de 300 ml/min mínimo para trabajo continuo. Garantiza el mayor número de agujeros por cortador.
EQUIPOS INDUSTRIALES
Refrigeración interna — cortador indexable
Aplicación de aceite en aerosol o neblina fina sobre los dientes del cortador durante la operación. Compatible con equipos de perforación portátiles de combustión interna utilizados en mantenimiento de vía, donde el sistema de refrigeración por agua no está disponible.
El cortador indexable CumbresCut® cuenta con canal de refrigeración interna central que conduce el líquido directamente a las plaquitas durante el corte. Diseñado para producción en línea con equipos de alta rigidez. Garantiza la mayor vida útil de las plaquitas en producción continua.
≥ 300 ml/min
PD3 / U75V
Aplicar en cada agujero
Refrigeración por presión
PROTOCOLO DE INSTALACIÓN Y USO
Montaje y operación en taladro de riel
Inserte el piloto centrador en el orificio central del cortador anular
El piloto centrador debe encajar con el resorte activo antes de montar. Un piloto centrador sin resorte funcional impide la expulsión del núcleo y puede atascar el cortador anular dentro del agujero al completar la perforación.
_________________________________________________
01
Alinee los dos planos del vástago con los tornillos del husillo
Con llave Allen, apriete dejando una holgura de 0.2–0.3 mm. Gire el cortador anular suavemente con ambas manos para confirmar que el tornillo Allen quede perpendicular a los planos antes de apretar definitivamente. Un montaje inclinado genera carga lateral sobre los dientes.
Posicione el equipo perpendicularmente al riel y active la sujeción
El fixture de sujeción al riel debe quedar firme en menos de 30 segundos. Verifique que el cortador anular quede centrado sobre la posición marcada. Una desviación angular de apenas 2–3° genera agujeros ovalados fuera de tolerancia ferroviaria.
Ajuste las RPM según el diámetro y el grado de riel
Consulte las tablas de parámetros de corte antes de iniciar. Para rieles U75V o PD3, use el límite inferior del rango de RPM recomendado. Un inicio a velocidad incorrecta en los primeros segundos de contacto es la causa más frecuente de desgaste prematuro.
Avance constante — al atravesar el riel, el piloto centrador expulsa el núcleo
El núcleo de acero (slug) se expulsa automáticamente al completar el agujero. Si queda atascado, detenga el equipo antes de intentar retirarlo. Nunca use el cortador anular en movimiento para expulsar un núcleo atascado — fractura los dientes.
_________________________________________________
_________________________________________________
_________________________________________________
02
03
04
05
APLICACIONES FERROVIARIAS
Operaciones donde CumbresCut® está especificado
Señalización ferroviaria
Perforaciones para cables de tierra, sensores de posición y equipos de señalización. Los diámetros pequeños (6–16 mm) del cortador sólido son la solución estándar en esta aplicación.
Instalación de juntas y eclisas
Los agujeros para tornillos de eclisa requieren tolerancias precisas — el cortador anular produce el diámetro final sin necesidad de escariado posterior, a diferencia de la broca espiral convencional.
Construcción de vía nueva
Perforación de rieles nuevos en planta o en campo para preparación de juntas en vías de alta velocidad y ferrovías de carga pesada con rieles grado 60 kg/m.
Mantenimiento preventivo de vía
Reposición de tornillería, fijación de elementos de sujeción y rehabilitación de rieles en servicio donde el material presenta óxido, corrugación o marcas de laminación.
Ferroviaria de carga pesada
Rieles de alta resistencia (grado U75V, 60 kg/m) sometidos a cargas axiales extremas. Los cortadores anulares de carburo de tungsteno es la especificación recomendada para este perfil de aplicación.
Metro y tren ligero urbano
Sistemas de tráfico masivo en entornos urbanos donde el acceso a la vía es limitado y la herramienta portátil de combustión o eléctrica es la única opción viable.
PROTEJA SU HERRAMIENTA
Errores específicos de la perforación ferroviaria
Usar cortador estándar en riel
Un cortador anular para estructura metálica no tiene la geometría optimizada para el acero de riel. Se desgasta prematuramente y puede fracturarse en los primeros agujeros.
Exceder el rango de RPM por grado
El U75V requiere velocidades menores que el U74. Operar en el límite superior del rango en rieles de alta dureza destruye el filo en los primeros agujeros.
Perforación en ángulo
El riel tiene geometría asimétrica — perfore siempre perpendicular al alma del riel. Un ángulo de entrada inclinado genera cargas laterales que fracturan dientes e inutilizan el agujero.
No revisar el caudal de refrigerante
Un tanque vacío o una válvula parcialmente cerrada reduce el caudal por debajo del mínimo recomendado (300 ml/min). Verifique el flujo antes de iniciar cada agujero en producción continua
Avance excesivo en inicio de contacto
Los primeros 2–3 mm de penetración son los más críticos. La presión de avance al contacto inicial debe ser mínima — deje que el cortador entre con su propio peso más guía suave.
Carburo de Tungsteno sin refrigeración en campo
Los insertos de carburo de tungsteno no toleran el corte seco en riel. Por lo que requiere refrigerante o neblina de aceite.
x
x
x
x
x
x
SEGURIDAD EN OBRA DE VÍA
Consideraciones especiales para trabajo ferroviario
La perforación ferroviaria combina los riesgos estándar de la perforación metálica con las condiciones particulares del entorno de vía: espacio limitado, presencia de tensión en sistemas de señalización y coordinación con ventanas de mantenimiento.
Lentes de impacto alto
Verificar ventana de mantenimiento con el gestor de vía
Guantes anticorte
Protección auditiva
Sujeción firme del equipo al riel antes de iniciar
No iniciar sin confirmar que el riel no está energizado
HERRAMIENTAS CUMBRES
CumbresCut® Alta ingeniería en herramientas de corte.
ContactO
SOLICITAR INFORMACIÓN
ventas@herramientascumbres.com
818.473.4476
© 2016- 2026 HERRAMIENTAS CUMBRES SA DE CV. Todos los derechos reservados.
SIGUENOS