HERRAMIENTAS CUMBRES SA DE CV

(Acero de alta velocidad)
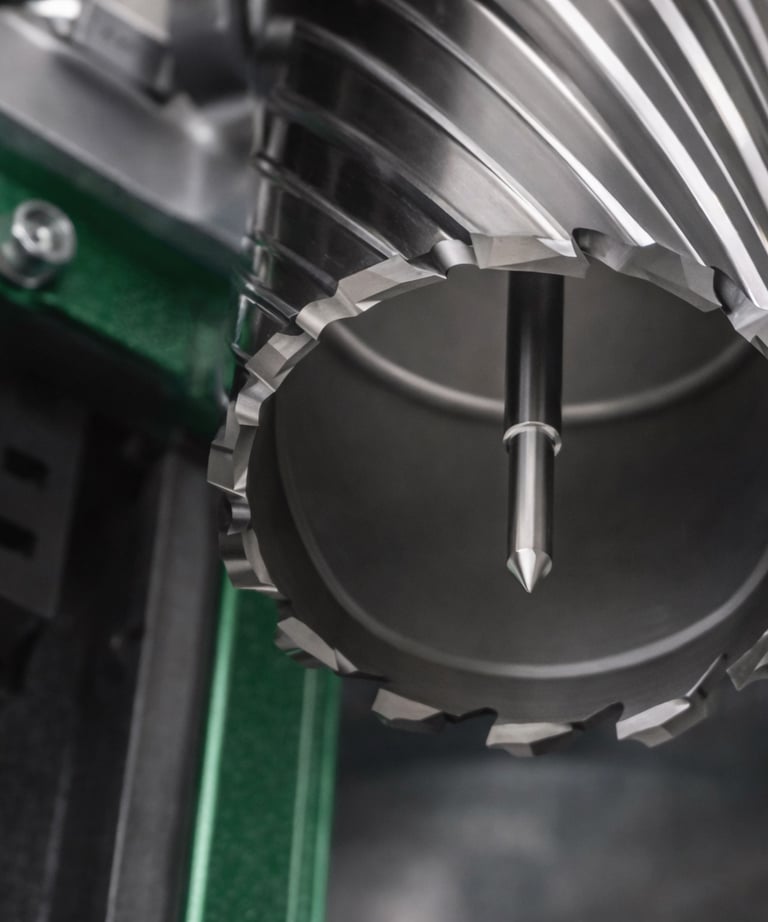
Cortadores anulares HSS


CUMBRESCUT® · CORTADORES ANULARES HSS PARA TALADRO MAGNÉTICO
Cortadores Anulares
HSS
La herramienta de producción diaria para taladro magnético. Cortes limpios, velocidades de trabajo más bajas que los de insertos de carburo de tungsteno, reafilado posible y el mejor costo por agujero en acero estructural y materiales de uso general
Reafilable
prolonga la inversión con máquina re-afiladora
SELECCIÓN CORRECTA DE HERRAMIENTA
¿Cuándo usar HSS y cuándo usar insertos de carburo de tungsteno?
Elegir entre HSS y carburo de tungsteno no es solo una cuestión de precio — es una decisión técnica que afecta la vida de la herramienta, la carga sobre el equipo y el costo real por agujero. Aquí está la guía de selección directa.
MATERIALES DE FABRICACIÓN
Grados de acero HSS: M2, M35 y la diferencia que importa
No todos los cortadores HSS son iguales. El grado del acero determina cuánto calor resiste el filo antes de perder dureza — y con ello, cuántos agujeros puede hacer antes de necesitar reafilado.
02
04
Geometría multi-corte para evacuación de viruta
El patrón de dientes de múltiple ángulo facilita la salida de chips durante la operación, reduce la fricción lateral y evita el atascamiento que genera sobrecalentamiento localizado.
M2
Acero HSS estándar de uso general
VENTAJAS TÉCNICAS
Por qué el HSS sigue siendo la herramienta de producción diaria
Reafilado — la ventaja que ninguno de insertos de carburo tiene
Cuando el filo se desgasta, el HSS puede reafilarse en una amoladora de banco con disco de óxido de aluminio. Un cortador anular de insertos de carburo de tungsteno no puede reafilarse — cuando el inserto de carburo de tungsteno se rompe o desgasta, la herramienta se descarta. El HSS convierte el desgaste en mantenimiento, no en reemplazo.
EL VALOR DEL REAFILADO
Cómo extender la vida útil con reafilado correcto
El reafilado es la ventaja económica más importante del HSS sobre los de insertos de carburo de tungsteno. Un cortador HSS bien mantenido puede reafilarse múltiples veces antes de quedar fuera de uso — reduciendo el costo por agujero a lo largo de toda su vida.
Identifique el desgaste del filo
Un cortador anular que requiere mayor presión de avance, produce viruta en polvo en lugar de chips o deja un acabado rugoso en el agujero está indicando que el filo necesita reafilado — no mayor presión. Forzar un cortador anular desafilado daña el filo más rápidamente.
Use amoladora de banco con disco de óxido de aluminio
El ángulo de los dientes del cortador HSS es el parámetro crítico. Mantenga el ángulo de ataque original — generalmente entre 15° y 22°. Un cambio de ángulo altera el comportamiento de evacuación de viruta y puede hacer que el cortador anular vibre o se atasque.
Afíle con pasadas cortas y enfríe entre pases
El calor generado durante el reafilado puede recalentar el filo y destruir el temple del acero HSS — exactamente lo contrario de lo que se busca. Use agua para enfriar el cortador cortador entre pasadas. Un disco de desbaste agresivo que genera calor visible hace más daño que el desgaste original.
Aplique aceite de corte desde el inicio
Antes del primer contacto del cortador anular con el material. El aceite reduce la temperatura de la zona de corte desde los primeros segundos — esperar a que "se caliente" ya genera desgaste prematuro en los dientes del cortador anular.
Límite: cuando el cortador pierde profundidad de corte útil
Cada reafilado elimina un poco de material del filo, reduciendo la profundidad de corte disponible. Cuando la profundidad de corte restante ya no es suficiente para la aplicación, el cortador anular llega al final de su vida útil. En ese punto, el metal del cuerpo puede reciclarse como chatarra de acero.
PROTOCOLO DE OPERACIÓN
Uso correcto en taladro magnético paso a paso
HSS requiere aceite de corte — no refrigerante soluble
A diferencia del insertos de carburo de tungsteno que usa refrigerante soluble en agua, el cortador anular HSS trabaja mejor con aceite de corte puro a través del piloto centrador. El aceite lubrica más eficientemente la interfaz diente-metal a las RPM de operación del HSS. Use el aceite soluble CumbresCut® en concentración mayor (1:10 o más concentrado).
APLICACIONES RECOMENDADAS
Dónde el cortador anular HSS da el mejor resultado
Estructuras metálicas y acero estructural
Vigas, columnas y perfiles en acero A36 y A572. El material más común en obra civil y construcción industrial — el HSS es la herramienta estándar en este contexto.
x
x
Perforar sin aceite de corte
El calor seco destruye el temple del acero HSS desde el primer agujero. Sin lubricante, la vida útil se reduce drásticamente — y el daño es irreversible.
SEÑAL DE QUE SU HSS NECESITA REAFILADO
Escuche la diferencia: un cortador afilado produce un sonido de corte suave y continuo; uno desafilado chirría o vibra y necesita más presión para avanzar. Actuar con el primer síntoma preserva más material del cortador que esperar a que el rendimiento sea notoriamente malo.
Rango estándar de Ø 12 mm a Ø 65 mm disponible en inventario activo
Inventario
disponible
para entrega
inmediata
Medidas estándar en stock. Sin tiempos de espera que detengan su operación.
Grados M2 y M35 (cobalto) disponibles
Medidas especiales bajo pedido con tiempos de entrega cortos y razonables (menores a 2 semanas en la gran mayoría de los casos)
Gran variedad disponible en profundidades de corte 25, 50, 75 y 100 mm, así como en medidas de 1", 2", 3" y 4".
Asesoría técnica incluida para selección de medida, vástago correcto y estilo de cortador anular
SEGURIDAD EN OPERACIÓN
Equipo de protección requerido
El taladro magnético genera torques elevados al iniciar y al liberar el agujero. Los fragmentos metálicos de alta temperatura son el riesgo principal durante la operación.
Lentes de alto impacto
Verificación de adhesión del electroimán
Guantes anticorte
Protección auditiva
No bloquear la rotación libre del husillo
Limpiar chips con herramienta - nunca con la mano
— Acero de Alta Velocidad
Sujeción
diferentes tipos de vástagos como lo son weldon, universal, round, etc.
M2 / M35
Grados disponibles según aplicación:
M2 - Uso general
M35 - Co5% - Alta resistencia al calor
Guía de selección HSS (acero de alta velocidad) vs insertos de carburo de tungsteno para taladro magnético
ELIJA HSS CUANDO…
Perfora acero estructural, acero dulce o acero de bajo carbono
El diámetro es menor a 40 mm (en diámetros grandes, carburo de tungsteno es más eficiente)
Trabaja en tubería o perfiles curvos — HSS resiste mejor la carga lateral
Necesita reafilar el cortador anular cuando pierde filo — HSS permite afilarlo
Busca minimizar la carga RPM sobre su taladro magnético en producción continua
Trabajo en aluminio, cobre o materiales de dureza media
ELIJA CARBURO DE TUNGSTENO CUANDO…
Perfora acero inoxidable, Hardox, fundición o materiales de alta dureza
El diámetro supera los 40 mm y la velocidad de producción es prioritaria
Las condiciones de trabajo generan calor extremo que degradaría el HSS
El volumen de producción justifica la inversión en una herramienta de mayor vida útil
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
El HSS protege la vida de su taladro magnético
Los cortadores HSS operan a RPM más bajas que los TCT — esto reduce directamente la carga sobre el motor y los rodamientos del taladro magnético en producción continua. BDS Machines, fabricante alemán de referencia, recomienda HSS para trabajo diario regular precisamente por esta razón: el ahorro no es solo en el cortador, sino en la vida útil del equipo.
!
ENTRADA — USO GENERAL
La formulación base del mercado. Adecuado para acero dulce, acero estructural A36 y materiales de dureza media. Buena relación costo-rendimiento en trabajos con intervalos de descanso entre perforaciones.
M35
HSS con 5% cobalto
RECOMENDADO CUANDO...
El 5% de cobalto añadido eleva la resistencia al calor del acero HSS. Mayor dureza en caliente (red hardness) que M2 — el filo aguanta más tiempo antes de degradarse en trabajos con generación de calor moderada. Es el grado que ofrecemos por defecto en CumbresCut®.
Menor fragilidad — resiste carga lateral
El carburo de tungsteno es duro pero frágil ante impactos y cargas laterales. El HSS, fabricado de un bloque sólido de acero, absorbe mejor las vibraciones y cargas no lineales. Es la razón por la que HSS es la elección estándar para perforación en tubería y perfiles curvos.
Menores RPM requeridas — menor carga al equipo
El HSS opera eficientemente a velocidades más bajas que el de insertos de carburo de tungsteno para los mismos diámetros. Esto reduce la temperatura de operación del motor del taladro magnético y extiende la vida de rodamientos y engranajes — especialmente relevante en operaciones de producción de múltiples agujeros por día.
Cuerpo de acero sólido — sin dientes brazados
El cortador HSS es una pieza monolítica. No hay insertos que puedan desprenderse por vibración, impacto o temperatura — todo el cortador tiene la misma resistencia estructural. Para trabajos en campo donde el control de variables es menor, esto se traduce en mayor confiabilidad operativa.
01
02
03
04
Centre con el piloto centrador sobre la marca de granete
El piloto centrador debe encajar en la depresión del granete antes de activar el electroimán. Una vez posicionado, active el imán y verifique que el indicador marque verde — adhesión suficiente para la fuerza de torque del cortador anular.
Llene el tanque con aceite de corte antes de iniciar
El aceite debe fluir desde el inicio de la perforación, no cuando el cortador anular ya está caliente. En tubería o perfiles curvos donde el tanque de gravedad no funciona, aplique aceite directamente sobre los dientes antes de cada agujero.
Avance constante con presión moderada — escuche la herramienta
Un cortador anular HSS en buen estado avanza con relativa facilidad. Si requiere presión excesiva para avanzar, el problema es el filo — no la velocidad ni la presión. Detenga, inspeccione y afíle si es necesario antes de continuar.
En agujeros profundos maniobre
Retire el cortador anular parcialmente cada 10-15 mm para evacuar los chips de acero y permitir que el aceite llegue nuevamente a los dientes. Los chips compactados en el interior del cortador anular generan calor localizado que deteriora el filo incluso con aceite en el tanque.
Reduzca la presión de avance los últimos 5 mm
Al atravesar el material, el cortador anular pierde soporte lateral. Mantener la misma presión de avance en ese momento genera vibración que puede astillar el filo. Disminuya la velocidad de avance al acercarse a la perforación completa — el piloto centrador expulsará el núcleo automáticamente.
____________________________________________
____________________________________________
____________________________________________
____________________________________________
01
02
03
04
05
Tubería y perfiles huecos
El HSS maneja mejor que el de insertos de carburo de tungsteno en las cargas laterales que genera la perforación en superficies curvas. Elección estándar para instaladores de sistemas de tubería y ductos.
Mantenimiento industrial
Trabajos con variedad de materiales y diámetros, donde un solo set de cortadores anulares HSS cubre la mayoría de necesidades y el reafilado entre trabajos es una ventaja real.
Talleres metalmecánicos y fabricación general
Producción de piezas en acero dulce, aluminio y cobre donde el costo por herramienta es un factor relevante y el volumen no justifica los de carburo de tungsteno en todos los diámetros.
Instalaciones y montaje industrial
Pasatubos, anclajes y soportes en campo donde el taladro magnético portátil es la herramienta principal y se requiere versatilidad de materiales en un solo set.
Aluminio, cobre y metales no ferrosos
El HSS produce agujeros limpios y sin rebabas en metales blandos, donde el carburo de tungsteno puede ser excesivo en costo y el HSS ofrece velocidades de corte suficientes.
PROTEJA SU INVERSIÓN
Errores que acortan la vida del cortador
Exceder las RPM recomendadas
El HSS pierde dureza a alta temperatura. Más RPM = más calor. Para diámetros grandes especialmente, respetar el límite superior de RPM es crítico para la vida del filo.
Usar en materiales para los que no está diseñado
El HSS no es la herramienta correcta para acero inoxidable de alta aleación, Hardox o materiales abrasivos. Para esos materiales, el grado M35 o un TCT darán resultado — el M2 simplemente se degrada.
x
Electroimán sin adherencia suficiente
Un desprendimiento del taladro magnético durante la operación puede astillar los dientes del cortador en un instante. Verificar siempre el indicador verde antes de iniciar.
x
x
x
Reafilar sin controlar el calor
El reafilado en seco o con disco agresivo puede recalentar y recocer el filo, eliminando el temple del acero. Siempre enfriar entre pasadas con agua.
Usar el cortador desafilado bajo presión
Forzar un filo desgastado genera más calor y daña el cortador más rápido. La señal correcta es afilar — no aumentar la presión de avance.


HERRAMIENTAS CUMBRES
CumbresCut® Alta ingeniería en herramientas de corte.
ContactO
SOLICITAR INFORMACIÓN
ventas@herramientascumbres.com
818.473.4476
© 2016- 2026 HERRAMIENTAS CUMBRES SA DE CV. Todos los derechos reservados.
SIGUENOS